咨询电话:021-57569119
《浅谈水电工程人工制砂设备选型问题-第一节》
导语:简述了水电工程人工制砂工艺的发展历程,针对狮子坪水电站人工制砂设备选型的实践,提出了关于水电工程人工制砂机设备选型时应注意的几个问题。
1 制砂工艺的发展
制砂工艺的发展随着水电事业的高速发展,对人工砂石料的 需求量越来越大,而且水电工程又是一个技术含 量非常高的建筑工程,对人工砂石料的要求非常 高,这是针对安全、质量、工期等各方面的严格要 求而提出来的。因此,创新并完善水电工程先进 的人工砂石工艺一直是水电工作者长期努力和追 求的目标,其重点和难点则是因为其一方面要在 规定的各个施工峰值达到量的需求,而另一方面 则还要达到质的要求。
人工砂的检测指标较多,主要包括以下几种:
(1)级配要求———满足DL/TS5112-2000;
(2)Ⅱ区标准中砂;
(3)细度模数要求:FM=2. 6±0. 2;
(4)石粉含量要求:≤0. 16 mm含量;
①常态混凝土8% ~12%;
②碾压混凝土16% ~22%;
(5)针片状含量: <5%;
(6)含泥量要求: <1%;
(7)含水率要求:≤6%
若要达到以上的要求需要设备和工艺进行保 证,因此,砂石料生产线的成功与否,主要决定于 制砂工艺的成败。同时,在成功设计制砂生产线 的前提下,如何使投资更节省,运行更经济,环保 效果更好,综合效益更佳的工艺技术方案,是设计 院和承包方一直追求的目标,从而使每个工程项 目都有很大的效益回报。
1. 1 传统的制砂工艺方案(以磨为主制砂)
在上世纪90年代以前,水电工程人工制砂的工艺手段主要是采用棒磨机制砂。但在使用中由于产量低,运行成本高,污水处理和石粉回收困难等原因,大家都在寻找更加有效的破碎设备以取代棒磨机的制砂工艺,其优缺点见表1。

有资料(小湾电站)表明:棒磨机花岗岩生产砂(成品砂)的指标为:
(1)电耗8~12 kW·h/;t
(2)水耗3~4 m3/;t
(3)钢耗1. 3~1. 5 kg/t。
从中可以看出,以每kW·h电0. 5元,每t水0. 8元,每吨锰度6 500元计算得出:直接运行成本Q取低值(电耗8 kW·h,水耗3 m3,钢耗1. 3 kg计算),得:Q=8×0. 5+3×0. 8+1. 3×6. 5=14. 85(元/t)
该值未考虑固定资产投入,人员工资,基建及安装以及环保和石粉回收,若加上前级的生产成本等,则费用将大幅上升。因此,各生产单位都在寻求更好的设备和工艺以取代棒磨机。
1. 1. 1 20世纪90年代兴起的制砂工艺———“立式制砂机”(以破代磨制砂)我国水电系统在三峡工程中大规模地选用了立轴冲击式破碎机进行人工砂的生产,起初是想取代棒磨机工艺和旋盘制砂机。但在使用过程中发现其存在以下几个主要问题:
(1)产砂率低(35%左右);
(2)级配达不到要求,两头大,中间小;
(3)细度模数偏粗(FM≥3. 3);
(4)成品砂率低———占总处理量的18%左右;
(5)循环量大;
(6)筛分量大。
在工程上,为了解决级配和细度模数的难题,采取了折衷的办法进行工艺的改进和调整,但始终未能完全摆脱棒磨机和湿法工艺的过程。
对于“立轴破”的“石-石”生产方式,虽然减少了耐磨件的材料消耗,但在单机的材料消耗上未体现,而把矛盾和费用转嫁到了其他如设备购置和运行成本上。“立轴破”的“石-石”生产方式的钢耗低,是以牺牲以下各项成本为代价的:
(1)棒磨机的购置;
(2)运行成本(能耗、水耗、钢耗);
(3)大量物料循环而增加的筛分机;
(4)皮带机的购置、能耗、损耗;
(5)自生的能耗;
(6)增大辅助设备。
下一节将谈到立式制砂机+棒磨机”的制砂工艺及问题和建议 《浅谈水电工程人工制砂设备选型问题-第二节》

地点:重庆
产量:500TPH
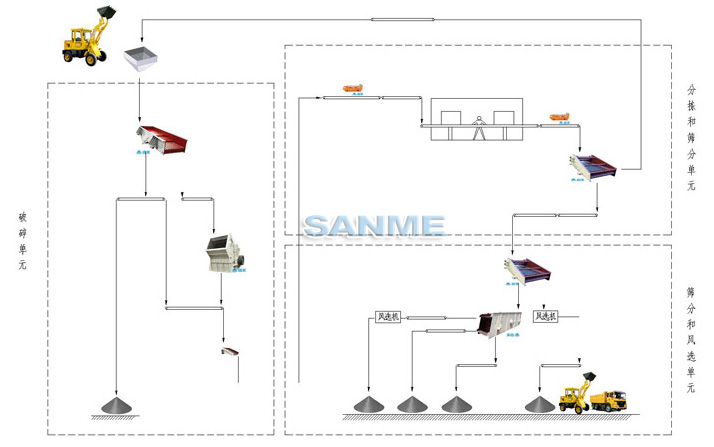
设备配置:S系列精品制砂楼,HSI系列反击式破碎机

地点:四川
产量:2*200t/h
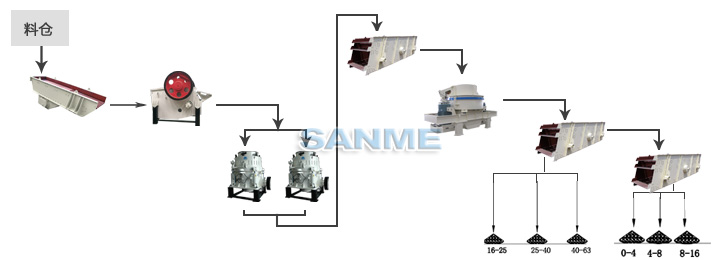
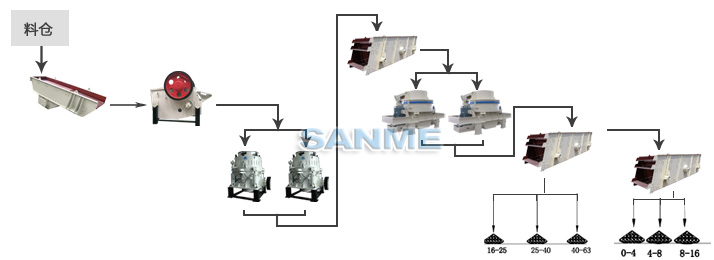
设备配置:SMH系列液压圆锥式制砂机、VSI制砂机、PE系列颚式制砂机、YK系列圆振动筛和ZSW系列振动给料机等。

地点:湖南
产量:200t/h
设备配置:SMH系列液压圆锥式制砂机、VSI制砂机、PE系列颚式制砂机、YK系列圆振动筛和ZSW系列振动给料机等。